

Властивості поліпропілену
Зміст
- 1 Властивості поліпропілену
- 2 Які поліпропіленові вироби вибрати
- 3 Етапи монтажних робіт
- 4 Опис процесу
- 5 Як правильно паяти поліпропілен – інструкція
- 6 Як правильно паяти поліпропіленові труби
- 7 Паяння труб на складних ділянках
- 8 Помилки під час паяння поліпропіленових труб
- 9 Чинники, що впливають на якість зварювання
- 10 Поради фахівців
- 11 Паяльник для сварки труб
- 12 Альтернатива зварюванню
- 13 Як правильно зварювати поліпропіленові деталі?
Один із численних матеріалів із сімейства пластиків – поліпропілен – це продукт полімеризації двох газів: етилен та пропілену, змішаних у певній пропорції. В результаті виходять гранули, з яких екструзійним способом виходять різні вироби.
Вироби для водопостачання виготовляються із пластику сорту PPR, що має такі характеристики:
- робочий діапазон температур від –10 до +90 градусів;
- плавлення пластику починається за 149 градусів;
- номінальний тиск від 15 до 25 атмосфер.
Наведені параметри підходять для холодного водопроводу, але потреби в характеристиках широкого спектру очевидні. Тому їх посилення робляться певні технологічні прийоми.
Одним із них є армування стінок скловолокном або алюмінієм. Для цього поверх готової труби накладається шар ниток зі скловолокна або алюмінієвої фольги, а потім наноситься ще один поліпропіленовий шар.
Така конструкція дозволяє отримувати поліпропіленові труби, придатні навіть для використання в системах опалення та гарячого водопостачання.
Кардинальним способом армування поліпропіленових виробів є встановлення металевого шару. Для цього використовується алюмінієва фольга у вигляді смуги.
Вона по гвинтовій лінії намотується на заготовку шаром клею, поверх металевої фольги наноситься другий клейовий шар. Зовнішня обичайка виготовляється з поліпропілену.
Такі продукти придатні для використання у водопроводах із підвищеним тиском до 6 атмосфер.
Які поліпропіленові вироби вибрати
Для мало напірних мереж холодного водопостачання найпрактичнішими є вироби PN16. Вони легко витримують тиск до 2 атмосфер при температурі +40 градусів. Цього цілком достатньо, щоб витримати навантаження водопроводу у приватному будинку чи поливальної системи у теплиці чи на городі.
Дивитися відео
Більш стійкі до різних впливів поліпропіленові вироби марки PN20, які вважаються універсальними та можуть бути використані, у тому числі, і для опалення з температурою теплоносія до 95 градусів.
Але найбільш надійні в будь-яких водопроводах труби марки PN25 армовані алюмінієм або скловолокном.
Етапи монтажних робіт
Невисока вартість поліпропіленових систем із лишком компенсується складністю зварювання виробів PPR. Важче монтується тільки сантехніка із сталевих та мідних труб, які потрібно варити газовим пальником. Розведення металопластиковими та поліетиленовими матеріалами робиться простіше, але коштує дорожче.

Щоб надійно та красиво спаяти трубопроводи водопостачання та опалення з поліпропілену, рекомендуємо працювати у такій послідовності:
- Намалюйте водопровідну та опалювальну схему, перенесіть проекції магістралей на стіни приміщень.
- Підготуйте необхідні інструменти та пристрої. Професійний зварювальний апарат (він же паяльник або праска) з набором насадок краще взяти в оренду, а не купувати.
- Наріжте заготовки та зваріть ділянки системи у зручних умовах – на столі.
- Готові ділянки закріпіть за місцем та з’єднайте між собою. Підключіть сантехнічні та обігрівальні прилади.
Примітка. Складання схеми та розмітка трас на стінах дозволить вам чітко вибрати комплектуючі – трійники, відводи, муфти та визначити кількість труб для закупівлі.
Малюємо монтажну схему
На етапі укладання трубопроводів та приєднання сантехнічного обладнання потрібно мати на руках проект опалення та водопроводу. Якщо схема розведення ще не розроблена та діаметри магістралей не визначені, рекомендуємо спочатку ознайомитися з посібником з вибору опалювальної системи приватного будинку.
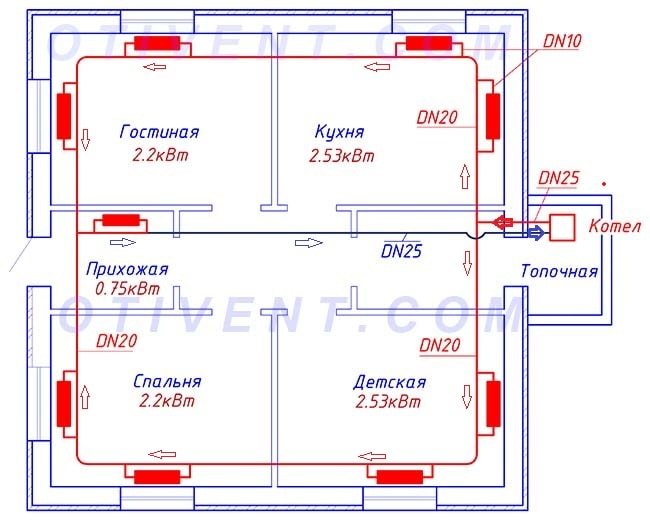
Приклад однотрубної системи опалення одноповерхового будинку
Перед тим як купувати та зварювати поліпропіленові елементи, перенесіть схему в реальні умови:
- Позначте контури радіаторів або встановіть всі опалювальні прилади.
- Нанесіть олівцем або маркером на внутрішні поверхні стін точки монтажу водяних розеток, кранів, розподільчих колекторів та іншої арматури.
- Користуючись довгою рейкою та будівельним рівнем, з’єднайте зазначені точки лініями, уздовж них потім прокладіть пластикові труби.
- За кількістю розгалужень та поворотів трубопроводів з’ясуйте потребу у фітингах – трійниках, муфтах та відводах.
Важливий аспект. Грязевики повинні ставитися в правильному положенні – горизонтально, носиком вниз. Під установку водяних фільтрів вибирайте відповідні прямі ділянки.
Після креслення проекцій на стінах неважко розрахувати, скільки потрібно поліпропіленових труб, достатньо заміряти довжину ліній рулеткою. Не забудьте про пластикові кліпси для кріплення трубної розводки.

Розмітка на стіні допомагає побачити реальні контури майбутньої системи
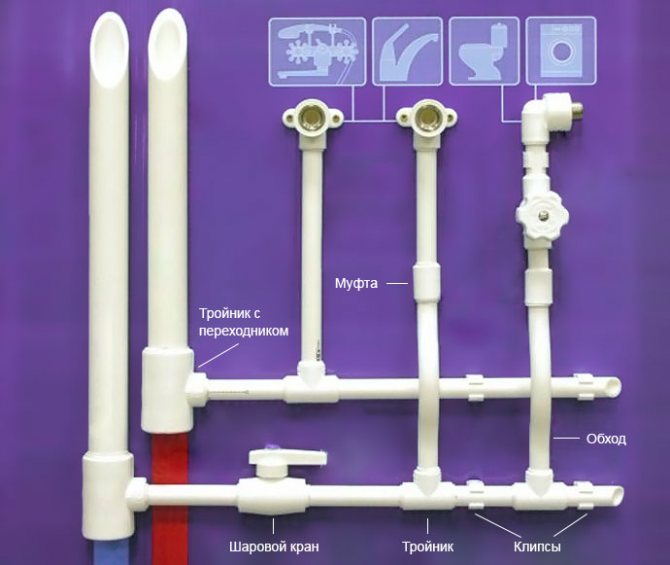
При закупівлі фітингів та труб візьміть на замітку низку рекомендацій:
- паяння пластикових труб проводиться шляхом занурення кожного торця всередину фасонного елемента на глибину 14-22 мм (залежить від діаметра), отже, довжина кожної прямої ділянки збільшується на 3-5 см;
- у системі опалення та ГВП поліпропілен подовжується за рахунок нагріву, тому щоб уникнути вигинів магістралей, потрібно придбати спеціальні фітинги — компенсаційні петлі;
- для перетину інших трубопроводів використовуйте обхідні елементи, виготовлені з ППР;
- на гаряче водопостачання та подачу теплоносія беріть труби, армовані алюмінієвою фольгою, базальтовим або скловолокном.
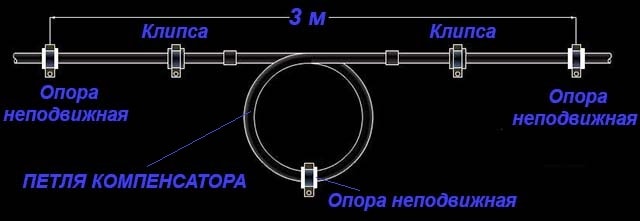
Компенсаційні петлі ставляться на лініях великої довжини чи стояках, зафіксованих нерухомими опорами (наприклад, перемичка між двома металевими трубами сусідніх квартир). Без компенсації подовження PPR труба в обох випадках вигнається шаблею через нагрівання.
Дільна порада. Якщо ви плануєте зайнятися зварюванням поліпропілену вперше, купіть зайвих 2—3 метри труби та кілька запасних муфт. За допомогою прямих з’єднувачів легше проконтролювати якість стиків, так що потренуйтеся та спаяйте кілька з’єднань.
Паяльник для поліпропілену та інші інструменти
Малогабаритні зварювальні апарати розраховані на стикування поліпропілену розміром 20-63 мм (зовнішній). Трубопроводи більшого діаметра в домашніх комунікаціях використовуються дуже рідко. Вам підійде паяльник для поліпропіленових труб будь-якої конструкції – з круглим або плоским широким дорном у вигляді праски.

Різновиди зварювальних апаратів та тефлонових насадок
Довідка. Найпростіше взяти нагрівач із комплектом насадок в оренду. Вартість прокату за добу – від 4 до 8 у. е. залежно від регіону проживання та початкової ціни апарату.
Крім паяльника, для розмітки та зварювання труб ППР знадобиться набір інструментів та пристроїв:
- секундомір;
- ножиці для різання – обов’язково, ножівки та болгарки не годяться;
- шейвер – пристрій торцювання труб, армованих алюмінієм;
- засоби вимірювання – рулетка, косинець, лінійка;
- маркер або простий олівець;
- знежирюючий склад – уайт-спірит, бензин «калоша», нефрас, спирт (ацетон не годиться);
- ганчір’я;
- рукавички захисні

Тут перерахований інструментарій, необхідний для паяння ППР труб. Щоб закріпити розведення до стін і підключати до батарей, знадобиться комплект ключів, дриль, молоток та викрутки.
Всі зварювальні апарати мають неприємну особливість – паяльник бовтається в гнізді підставки і вільно рухається разом з нею по столу. Порада досвідченого майстра: прикріпіть підставку до стільниці двома гвинтами, що самонарізають, а нагрівач зафіксуйте шурупом, як показано на фото.
Опис процесу
Поліпропілен вважається досить твердим матеріалом. Саме тому для створення трубопроводу використовують фітинги із аналогічного матеріалу. Вони є своєрідними куточками, трійниками та іншими сполучними деталями. Для створення надійного стику використовують паяння.

Перед паянням труб слід переглянути навчальне відео з майстер-класом
Процес паяння часто називається «зварювання». Але від цього суть не змінюється. Деталі розігріваються до температури плавлення та з’єднуються між собою. У результаті виходить монолітний довговічний стик.
Щоб з’єднати пластикові та металеві труби, передбачають комбіновані фітинги. У таких пристроях одна сторона металевої труби виконана різьбовим з’єднанням, а інша з’єднується за допомогою зварювання. Для цього використовують паяльник чи зварювальний апарат. Він є металевою платформою з електричною спіраллю всередині, яка і нагріває поверхню. Часто такий прилад називають праскою. Щоб розігріти елементи до температури плавлення використовують дві насадки.
Покриття металевих насадок:
- Дорн – для нагрівання внутрішньої частини;
- Гільза – використовується для зовнішньої частини.
Два елементи, які потрібно з’єднати, надягають одночасно на насадки. Потім засікають певний проміжок часу та від’єднують елементи. Саме так відбувається процес зварювання.
Як правильно паяти поліпропілен – інструкція
Потрібно діяти послідовно, у цьому випадку ймовірність того, що буде допущена помилка, знижується.
Покрокова інструкція з паяння поліпропіленових труб Інструкція з паяння :
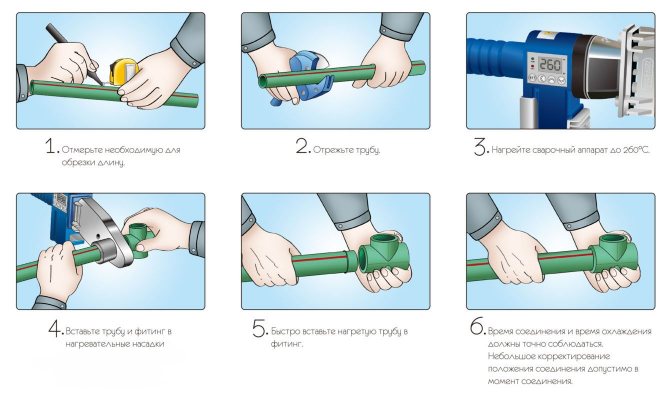
- Готують приміщення. З огляду на те, що під час паяння вивільняються токсичні речовини, слід забезпечити ефективну циркуляцію повітря.
- Після нарізки краю комунікацій обробляють торцювальником або фаскознімач. Роблять фаски, це полегшує стикування труб.
- Матеріали знежирюють: очищають від пилу, обробляють уайт-спіритом. Продовжувати роботу потрібно, коли поверхня повністю висохне.
- Включають паяльник, попередньо встановивши температуру на потрібний рівень (260°С).
- Коли спалахне зелена лампочка на корпусі паяльника, можна переходити до паяння. У насадку-гільзу встановлюють трубу, на дорн – фітінг.
- Одночасно прогрівають 2 елементи майбутнього трубопроводу: фасонну деталь, трубу.
- Зачекавши час, зазначений у таблиці вище, трубу та фасонний елемент знімають з насадок і стикують один з одним. При цьому деталі слід утримувати нерухомо. Комунікації стикують до попередньо нанесеної поздовжньої лінії. Найменше усунення поліпропілену, що ще не застиг, призведе до руйнування молекулярних зв’язків. Надалі це може спричинити появу течі.
Як правильно паяти поліпропіленові труби
Поліпропіленовий матеріал має виражені термопластичні властивості. Тому вироби із ПП стають пластичними при нагріванні. Під час підвищення температури їхня структура розм’якшується. У такому стані поліпропілен нагадує пластилін.

Пайка
Підігрів та охолодження матеріалу дозволяє отримати надійний стик. З’єднання виконується швидко. При його повільному виконанні якість з’єднання погіршується.
Паяння поліпропіленової труби – поліфузне зварювання. Тому проводиться під час використання спеціального паяльника. Інструмент дозволяє швидко нагріти матеріал до потрібної температури. Зазвичай, її значення становить від 300 до 320°C. Однак поліпропілен починає плавитися вже за 149°C.
Труби ПП не рекомендується нагрівати понад допустимі норми і впливати на них перегрітим інструментом. Внаслідок таких дій матеріал втратить свої властивості та вироби легко зігнуться.
Опис технології зварювання
На практиці використовують два методи для з’єднання трубчастих виробів з поліпропілену: муфтовий та стиковий спосіб.
Принцип технології паяння поліпропіленових труб відрізняється простотою, тому що дозволяє з мінімальними навичками виконати якісне зварювання. Виконавцю потрібно витратити трохи сил та засобів для досягнення результату.
Новачки частіше використовують муфтовий спосіб з’єднання, що вимагає менше вправності. Він ґрунтується на застосуванні фасонних деталей. Це прямолінійний відрізок труби чи муфта.

Муфтова пайка
Сполучні елементи відрізняються більшим діаметром, ніж основний трубопровід. Вони з двох сторін вставляються прямолінійні елементи комунікацій на певну глибину залежно від діаметра.
У домашніх умовах застосовується саме цей варіант стикування. З його допомогою з’єднуються трубопроводи діаметром до 63 мм.
Принцип муфтового методу полягає у плавленні частини зовнішньої поверхні заготівлі. Крім того, внутрішній області сполучної деталі. Після нагрівання два елементи щільно з’єднуються.
Стиковий спосіб – прямий варіант з’єднання деталей систем. Він також реалізується за рахунок розплавлення ПП елементів, але тільки в цьому випадку нагріваються торці однакового великого діаметра. Цей метод передбачає використання фітингів.
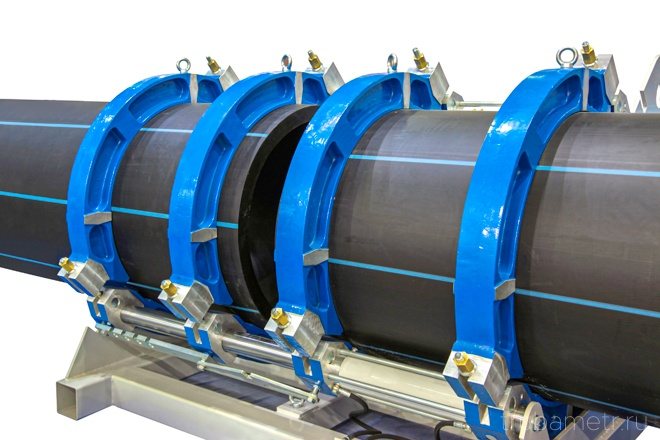
Під час зварювання поліпропіленових труб великого діаметра не допускаються відхилення від осі елементів, що з’єднуються. Навіть невеликий зсув призводить до зменшення внутрішнього перерізу системи на цій ділянці.

Стикове зварювання
Це стає причиною уповільнення руху рідини у комунікації. Для точного стикування деталей, крім нагрівального інструменту, додатково застосовується система центрування.
Апарати для зварювання
Конструктивно всі апарати для розтрубного зварювання поліпропіленових труб схожі на електричні праски. У пристроях є нагрівальні елементи та змінні насадки різного діаметра. Такий інструмент прийнято називати праскою для зварювання.

Паяльник типу “праска”
Для торцевого стикування використовуються складніші зварювальні апарати. Устаткування прямого з’єднання застосовується на промислових об’єктах.
Апарат для стикового зварювання
При роботі з будь-яким видом нагрівального інструменту необхідно використовувати рукавички із щільної матерії.
Процес зварювання
Щоб зменшити ймовірність помилки, всі операції необхідно проводити акуратно, точно та виключно послідовно.
Пайка поліпропіленових труб інструкція:
- У приміщенні забезпечується або перевіряється ефективна робота вентиляції, тому що під час паяння полімерних матеріалів виділяються токсичні речовини. Тому необхідно створити ефективну циркуляцію повітря, щоб захистити організм від високої концентрації шкідливих елементів.
- Краї нарізаних заготовок обробляються за допомогою торцювальника або спеціального інструменту для зняття фаски, щоб спростити процес з’єднання деталей.
- Проводиться очищення від пилу і знежирення поверхонь, що з’єднуються при використанні уайт-спіриту, який зобов’язаний повністю висохнути природним шляхом. Не допускається наявність крапель води, тому що при підвищенні температури утворюється пара, яка стане причиною появи пор у матеріалі. Вони погіршать якість стику.
- На паяльнику встановлюється рекомендована температура пайки та вмикається прилад. Розігрів виконується до +260 ° C незалежно від діаметра. Змінюється лише період нагрівання.
- Після загоряння лампочки зеленого кольору починається зварювання шляхом встановлення прямої ділянки на насадку-гільзу, а фітингового елемента на дорн. Це дозволяє одночасно нагріти дві деталі до потрібної температури.
- Розігрів виконується протягом зазначеного часу паяння поліпропіленових труб, вказаного в таблиці. Після цього прямолінійний та фасонний елемент знімаються з приладу та швидко з’єднуються між собою.

Нагрівання елементів

З’єднання та фіксація
Необхідно нерухомо утримувати деталі, що стикуються, без прокручування доки не відбудеться остигання матеріалу. Дозволяється коригувати їх співвісність протягом 1-2 секунд. Інші рухи призведуть до порушення молекулярних зв’язків, що нерідко стає причиною появи протікання під час експлуатації систем.
Перед виконанням цієї операції потрібно попередньо на відрізок труби нанести лінію, що позначає глибину, на яку він вставлятиметься у фітинг до упору. Позначена відстань дозволяє нагріти тільки необхідну ділянку за допомогою паяльника. До кожного діаметра труби використовується своє значення.
Таблиця паяння поліпропіленових труб
Якщо не витримувати час нагріву, якісно спаяти з’єднання не вдасться. Недогрівання перешкоджає дифузії матеріалу. Під час перегріву відбудеться деформація виробів. Тому необхідно завжди користуватися значеннями таблиці.
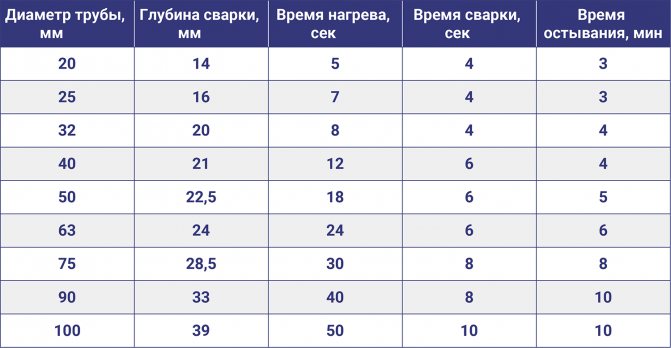
Час паяння поліпропіленових труб таблиця
Під час паяння тонкостінних трубних виробів час нагрівання цих елементів зменшується в 2 рази, але період прогрівання муфт не можна змінювати. Він має відповідати рекомендованим значенням. При роботі на вулиці або в неопалюваному приміщенні, де температура менше +5 ° С, гріти ПП вироби потрібно довше на 50%.
При дотриманні часу нагрівання, зняття з паяльника та з’єднання деталей, їх фіксації та температури зварювання поліпропіленових труб по колу всередині стику утворюється буртик акуратної форми. Його висота зазвичай складає 1 мм. Він не заважає руху рідини. Зовні теж створюється акуратний буртик. Він не псує вигляд місця стику.




Паяння труб на складних ділянках
При складанні водопроводу або системи опалення складної конфігурації можуть виникнути проблеми з доступом до місця паяння. Як паяти поліпропіленові труби у важкодоступних місцях?
Дивитися відео
У процесі підготовки потрібно умовно розбити всю мережу на окремі вузли, які можна з’єднати на верстаті, після чого готові гілки вварюються в систему у двох-трьох точках. Складними для монтажу ділянками можна вважати такі:
- трубопроводи, що розміщуються під стелею;
- у місцях, де неможливо помістити паяльник.
Кращий спосіб уникнути труднощів у разі є недопущення їх виникнення. Для цього потрібно продумати порядок збирання, виготовляючи складні вузли на верстаті, а не на руках. Якщо це зробити неможливо, краще використати електрофітинги.
Взагалі, виникнення такого роду труднощів є наслідком помилок проектування. Технологічність монтажу є основною умовою для проектувальника.
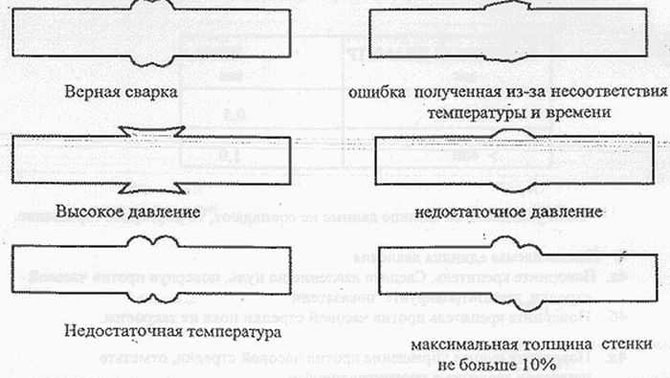
Помилки під час паяння поліпропіленових труб
Необхідно дотримуватись рекомендацій щодо зварювання труб з поліпропілену та виконувати всі кроки інструкцій.
Браковані вузли в системах з’являються через такі помилки:
- Не видаляється бруд і жирова плівка з поверхні деталей, що з’єднуються.
- Обрізання трубних виробів проводиться не під прямим кутом.
- Кінець труби нещільно вставляється у фітінг.
- Не дотримується тимчасової витримки при нагріванні елементів на паяльнику.
- Армований шар не повністю видаляється з виробів.
- Коригування деталей проводиться довше за вказаний час.
На якісних матеріалах може бути видно зовнішній дефект при перегріві, але всередині все одно виникає деформація. Вона призводить до зменшення перетину.
Тому при експлуатації інженерної комунікації знижується пропускна спроможність мережі. Звуження проходу також стає причиною швидшого засмічення. Це також блокує рух води.
Якщо зріз виконаний не під прямим кутом, трубні вироби стикуються у скошеній площині. В результаті елементи порушують співвісність. Вона особливо стає помітною під час монтажу довгих ділянок.
У результаті часто доводиться виконувати демонтаж і проводити весь процес заново. При порушеній співвісності виробу важко прокласти у штробах.
Обов’язково поверхні знежирити перед паянням. Інакше виникають звані острівці відторгнення. На таких ділянках погано здійснюється або не відбувається поліфузне зварювання.
Ця помилка дозволить почати експлуатувати інженерну комунікацію, але через деякий часовий проміжок з’явиться текти. Вона також нерідко виникає за неправильно виставленої температури паяльника.
Якщо відбувається недостатнє видалення армуючого шару, залишкова фольга з алюмінію сприяє виникненню не проварених ділянок. У таких зонах найчастіше з’являються протікання.
Грубою помилкою є прокручування деталей. Така дія не дозволяє отримати однорідну структуру по всьому колу стику. З’єднання не буде повноцінним, тому що зруйнується при підвищенні тиску в системі.
Чинники, що впливають на якість зварювання
Якість зварних стикових з’єднань поліпропіленових труб залежить від багатьох факторів.
Відповідність поліпропіленових труб та фітингів заданим параметрам за призначенням та якістю.
Вибір низькоякісних, або більш дешевих (з меншою величиною допустимих для даного трубопроводу температури і тиску) матеріалів, навіть при ретельному зварюванні не забезпечить необхідної міцності і герметичності стиків.
Небажано також використання продукції різних виробників. Через відмінності за хімічним складом може не збігатися час нагрівання і остигання елементів, що зварюються.
- Використання обладнання. Для виконання робіт потрібно мати необхідний мінімум справного інструменту та обладнання. Термопаяльник з недостатнім або надмірним нагріванням не забезпечить надійного зварного шову, тому важливо стежити за оптимальною температурою нагріву.
Зверніть увагу! Перегрів труби призводить до зменшення прохідного перерізу стику та додаткових втрат напору в системі.
- Наявність необхідних навичок роботи. Сам собою процес зварювання досить простий і доступний. Головне перед початком робіт — уважно вивчити інструкції, що додаються до апарату. Бажано перші стики варити під наглядом досвідченого фахівця.
- Дотримання правил монтажу. Низька якість зварювальних швів зумовлена помилками у процесі з’єднання труби та фітингу. Недостатня глибина їхнього з’єднання призводить до зазору. Утворюється додатковий опір та ділянка з ослабленою стінкою, потенційною зоною пориву трубопроводу. При надмірному введенні труби у фітинг до упору можливе практично повне перекриття потоку рідини, що призведе до зниження тиску та витрати. При з’єднанні нагрітих частин трубопроводу часто допускають перетримку, що призводить до їх остигання або не здійснюють своєчасну фіксацію протягом належного часу.
- Належна підготовка. Необхідна ретельна підготовка місця роботи, матеріалів та обладнання. Частини труб і фітингів, що зварюються, повинні бути сухими і чистими. Приміщення, де виконуються роботи, має бути теплим. Мінусова температура повітря може призвести до передчасного охолодження деталей, що зварюються. Щоб уникнути вторинного забруднення, готові вузли необхідно складувати на чисту поверхню. Нагрівальні елементи паяльника після кожного використання протираються термостійкою тканиною.нью видалення залишків розплаву. Торці труби після обрізки вирівнюються і зачищаються від задирок.
Як виконати монтаж при використанні труб з поліпропілену?
Виконання цих елементарних заходів гарантує міцний та надійний зварний стик.
Поради фахівців
Щоб забезпечити максимальну надійність місць з’єднання трубопроводу, фахівці радять дотримуватися наступних вимог:
- правильно розпочинати зварювальні роботи через 10 хвилин з моменту розігріву паяльника;
- виконувати операції зі зварювання або паяння деталей тільки за плюсової температури навколишнього середовища;
- дільницям труб, з’єднаним способом зварювання, необхідно дати можливість охолонути, не допускаючи їх зміщення щодо один одного або перекручування;
- на товщині стінок більше 6 мм зварювання виробів встик виконується подвійним швом. При меншій товщині стінки стик можна запаяти одним швом;
- всі елементи конструкції, що фіксуються за допомогою паяння, повинні бути від одного виробника, так як вони можуть відрізнятися за складом інгредієнтів у сировині, що негативно вплине на якість зварного шва.
Паяння у важкодоступних місцях та кутах
При пайці труб, розташованих у важкодоступних місцях, наприклад, близько до поверхні стін або стелі, застосовується спеціальний прийом, що полягає в послідовному нагріванні паяльним апаратом прямої і відповідної ділянки з’єднання. Прогрівати фланець прямої ділянки необхідно більше часу, щоб він не встиг охолонути, поки в роботі перебуватиме відповідна частина заготовки.

Плавність лінії в місцях кутових стиків труб можна досягти при використанні спеціальних кутових перехідників і фітингів. При цьому важливо заздалегідь дуже точно розмітити на трубах, що підводять, глибину їх входження в тіло кутової деталі.
З’єднання пластикових труб без паяння
Пластикові труби не обов’язково зварювати, їх можна з’єднати і за допомогою спеціального складу, що клеїть. Він наноситься на всю заздалегідь знежирену поверхню ділянки труби, яка вводитиметься в розтруб. У розтрубі внутрішня поверхня також знежирюється і покривається клеєм, але тільки на 2/3. Для кращого зчеплення поверхні труб під з’єднання клейу перед знежиренням обробляють наждачним папером.
Підготовлену частину труби вводять у розтруб до упору та провертають на 90 градусів. У такому положенні деталі, що склеюються, слід утримувати 1 – 1,5 хвилини, поки клей не схопиться.
Повне висихання складу, що клеїться, відбудеться через кілька годин.
Каналізаційні труби із пластику, що ведуть до септика Танк, можна з’єднати за допомогою компресійного фітингу. При цьому способі процес з’єднання труб складається з наступних етапів:
- зачищення верхнього шару на трубі від забруднень;
- зняття фаски на торці;
- ослаблення накидної гайки на фітингу та встановлення в нього кінця труби;
- закручування гайки у зворотне положення, в цей момент відбувається затискач (компресія) труби обтискним кільцем.
Фіксація фітингів виконується вручну або за допомогою ріжкового ключа. Зусилля, що додається, не повинно бути надмірним, інакше труби можуть лопнути.
Раструбний спосіб передбачає використання високоеластичного кільця ущільнювача. Герметичність з’єднання забезпечується стиском прокладки між стінками розтруба і гладким кінцем труби.
Зварювання пластикових труб великого діаметру
Для з’єднання труб діаметром більше 50 мм та товщиною стінки від 4 мм застосовують технологію стикового паяння, яка полягає в одночасному проварюванні торців 2 сегментів по всій площині. Найскладніше в цьому способі зварювання правильно виконати центрування стиків і забезпечити потрібної довжини зазор між деталями.

Тому в процесі стикового зварювання труб великого діаметра використовуються напрямні трубний або центратор. Він забезпечить якісну та надійну фіксацію відрізків для зварювання.
Самі роботи ведуться у такому порядку:
- підготовка труб та зачищення кромок;
- закріплення елементів у трубному центраторі;
- зварювання стиків виробів.
Паяльник для сварки труб
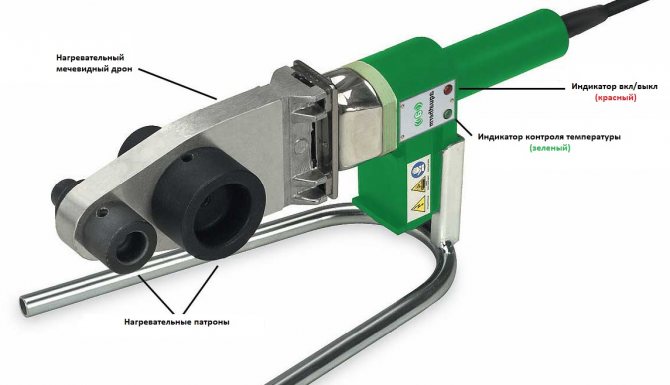
Конструктивно цей апарат нагадує праску. На нагрівальній підошві передбачені отвори, призначені для встановлення насадок. Зварювання поліпропіленових труб великого діаметру електропаяльником не виконується, тому що в цьому випадку є обмеження за розмірами комунікацій. Принцип роботи таких пристроїв нескладний: на насадки встановлюють елементи трубопроводу, через якийсь час їх знімають.
Головним завданням електропаяльника є підтримка температури на необхідному рівні. Так, для роботи з поліпропіленовим матеріалом рекомендується встановити температурний режимщонайменше +260°С. Спаювати комунікації цього виду в інших умовах не слід.
Паяльник складається з корпусу та рукоятки. Усередині передбачено вузол управління, який дозволяє регулювати температуру нагрівальної підошви. Розмір насадок може бути різним. При виборі труби враховують цей параметр. Комунікації повинні встановлюватись на насадки. Якщо труби не відповідають за розміром, забезпечити якісне нагрівання не вийде.
У деяких моделях паяльників передбачено можливість регулювання температури в автоматичному режимі. Наприклад, якщо нагрівальна підошва охолоне на кілька градусів, прилад увімкнеться самостійно. Це дозволить забезпечити відповідні умови роботи під час паяння поліпропіленових труб. Розрізняють такі види апаратів, відмінних формою нагрівальної підошви:
- циліндричний;
- прямолінійний (нагрівач у вигляді плоскої плити).
Перший варіант використовується для монтажу комунікацій більшого діаметру. У цьому випадку апарат надягає зверху на трубу. Перевагою цього є рівномірний нагрівання по всій поверхні деталей.
Якщо розглядається другий варіант, він частіше використовується для паяння поліпропіленових труб своїми руками. Такі пристрої відрізняються компактними габаритами, простотою експлуатації. У таких апаратах передбачено кілька отворів, куди встановлюватимуться елементи трубопроводу (фітинги, комунікації). Докладніше дивіться на сторінці паяльник для поліпропіленових труб.
При виборі паяльника потрібно враховувати форму нагрівальної підошви, а також потужність, діапазон значень температур. Розрізняють пристрої та за ціновою категорією, виробнику. Якщо розглядається варіант зварювання поліпропіленових труб своїми руками, для користувачів-початківців підійде апарат, що належить низької цінової категорії. Техніка даного виду не відрізняється підвищеною надійністю, але її можливостей буде достатньо для виконання монтажу 1 або 2 контурів системи водопостачання.лення.
При виборі виробу слід брати до уваги марку, країну-виробника. Наприклад, китайські апарати коштують дешевше, але не відрізняються надійністю. Через деякий час після початку експлуатації під час нагрівання полімерного матеріалу збільшується похибка, яка в майбутньому досягне 10°С. Такі пристрої слід розглядати новачкам.
Турецькі аналоги представляють середню цінову категорію. Вони відрізняються вищою надійністю, але характеризуються простими функціями. Такі апарати можна використовувати, якщо паяльник нерегулярно експлуатується. Для роботи в інтенсивному режимі на постійних умовах краще одразу придбати дорожчий прилад німецького виробництва.
Альтернатива зварюванню
У деяких випадках, наприклад, у важкодоступних місцях ванної кімнати або інших приміщень, зварювальні роботи не вдається. Замінити процес спайки можна склеюванням труби з фітингом за допомогою органічного розчинника. Він має дуже сильну розм’якшувальну дію, але при цьому високою летючістю.

Після змащення кінця труби та внутрішньої порожнини муфти пластик на короткий термін розм’якшується, можна зробити з’єднання. Зворотна полімеризація починається за кілька секунд.
Однак цей метод більше підходить для менш схильних до термопластичності ПВХ труб.
Якщо і даний варіант з якихось причин не підходить, для труб, що НЕ ЗНАХОДЯТЬСЯ ПІД ТИСКОМ, допустимо використовувати замість паяльника запальничку з наддувом. Дані метод з’єднання показано у відео уроці нижче. Важливо розуміти: рівномірності спайки досягти не вийде саме через послідовне нагрівання деталей, тому для відповідальних з’єднань технологію використовувати не можна.
Як правильно зварювати поліпропіленові деталі?
Технологія грамотного зварювання поліпропіленових труб передбачає нагрівання деталей. Поверхні, що зварюються, розігріваються тефлоновими насадками, що вставляються в зварювальний апарат. Елемент, на який одягається фітінг, називається дорн. Насадка для труби – гільза. Зварювальний апарат встановлюється на спеціальні ніжки. Далі вибираються та закріплюються насадки потрібного діаметра. Після чого на терморегуляторі виставляється потрібна температура, її можна уточнити в таблиці, що зазвичай додається до інструменту.

Для точності виконання з’єднання фахівці рекомендують перед розігрівом деталей розмітити глибину посадки кінця труби у фітинг.
Зварювальний апарат вмикається в розетку. Індикатори на корпусі повинні загорітися і продовжувати горіти в процесі розігріву. Після того, як прилад прогріється до потрібної температури, швидким і точним рухом поєднуємо фітинг із дорном, а трубу із гільзою. Особливість полягає в тому, що в процесі поєднання насадки зварювальної з трубою, її зовнішній шар оплавляється і виходить назовні у вигляді невеликого валика-грата. Внутрішні ж шари прогріваються до пластичного стану і можуть бути пружно стиснутіти, щоб дозволити трубі увійти в насадку.
Те саме відбувається і при поєднанні дорну з фітингом: стінка останнього розтягується, а на внутрішній поверхні з’являється грат. При просуванні насадки зовнішній зріз фітинга починає упиратися в її основу, причому він злегка оплавляється. Момент упору та труби та фітингу добре відчувається рукою. Цієї секунди дуже важливо відразу ж припинити тиск. Далі потрібно лише утримувати деталі на місці доти, доки вони не досягнуть потрібної температури розігріву.

Після того, як зварювальний апарат розігріється до потрібної температури, труба та фітинг одночасно надягають на тефлонові насадки.
Після закінчення нагрівання елементів їх потрібно швидко зняти з насадок. Рух має бути дуже точним. Розігріті деталі поєднують до упору. У ході операції труба пружно стискається, тоді як фітінг, навпаки, розтягується. В результаті поверхні, що зварюються, починають тиснути один на одного і витісняють присутній у шві повітря. Розплавлений матеріал перемішується, що забезпечує міцне зварювання поліпропіленових труб.
Потрібно враховувати, що оплавлені деталі досить швидко остигають. Швидкість їхнього охолодження залежить від глибини прогріву і може бути визначена за таблицею. Доки елементи не охолонули, вони зберігають пластичність. Тому їх необхідно зафіксувати, щоб не сталося деформації з’єднання. Після втрати пластичності деталі можна покласти на рівну поверхню. Однак слід знати, що повну міцність елементи придбають тільки після того, як температура опуститься нижче 40°С. Потім шоможна зачистити.

Розігріті зварювальним апаратом деталі швидким і точним рухом вставляються одна в одну. Не допускається їх при цьому перекручувати або сильно стискати, інакше з’єднання буде деформовано
Важливо! Початківцям у зварювальній справі найкраще перед початком робіт трохи потренуватися. Для цього необхідно придбати кілька зайвих фітингів і відрізати кілька шматків від труби. Тренувальні роботи дозволять дуже швидко набути необхідного досвіду та виконати зварювання точно та якісно.









